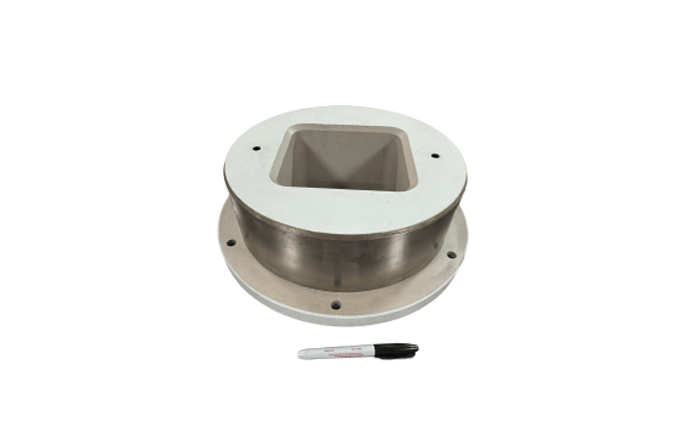
风电锁定套(ADI)
产品详情
等温淬火灰铁(AGI)
等温淬火灰铁(AGI)是经过特殊热处理工艺处理后的灰铸铁。传统灰铸铁虽然具有成本低、铸造性能好等优点,但在强度、韧性等方面存在一定局限。AGI 通过等温淬火工艺,使灰铁的微观组织发生了显著变化,从而在抗拉强度、韧性、耐磨性、热稳定性等性能上实现了质的飞跃,成为一种兼具灰铸铁固有优点和新性能优势的创新材料。
制造工艺
(一)灰铸铁的制备
1. 原料与熔炼
灰铸铁的主要原料包括生铁、废钢、回炉料等。在熔炼过程中,将这些原料加入到冲天炉或电炉中进行熔炼。通常会添加一些孕育剂(如硅铁)和球化剂(根据是否需要控制石墨形态等情况)来改善铸铁的组织和性能。例如,硅铁的加入量根据不同的要求可能在 0.5% - 3% 之间,其目的是促进石墨化,细化晶粒,提高灰铸铁的力学性能。
2. 浇注成型
熔炼好的铁水达到合适的温度(一般在 1300 - 1400°C)和化学成分后,注入到预先设计好的铸型中进行浇注成型。铸型的设计和制造要考虑到灰铸铁的凝固特性,以获得尺寸精度和组织性能符合要求的铸件。在浇注过程中,要控制浇注速度、浇注高度等参数,避免产生铸造缺陷,如气孔、夹砂等。
(二)奥氏体化
1. 加热
将铸造后的灰铸铁件加热到奥氏体化温度范围,这个温度一般在 800 - 900°C 之间,具体温度取决于灰铸铁的具体成分和所需的最终性能。在加热过程中,灰铸铁中的铁素体和珠光体等原始组织逐渐转变为奥氏体组织。加热速度会影响奥氏体的形成过程,过快的加热速度可能导致组织不均匀,而过慢的加热速度会增加生产周期和成本,所以需要根据铸件的尺寸和形状等因素来合理控制加热速度。
2. 保温
在奥氏体化温度下进行保温,保温时间根据工件的尺寸和形状而定。对于小型简单形状的工件,保温时间可能在 30 - 60 分钟;对于大型或复杂形状的工件,保温时间可能延长至 60 - 120 分钟。保温的目的是确保灰铸铁内部组织完全奥氏体化,使合金元素在奥氏体中充分扩散均匀。
(三)等温淬火
1. 冷却转移
奥氏体化后的工件需要迅速转移到等温淬火介质中,转移速度要快,以抑制其他相的转变。通常要求在几秒到几十秒内完成转移,以保证组织转变的一致性。
2. 等温淬火过程
等温淬火介质可以是盐浴或热油等。工件在 250 - 400°C 的等温淬火温度下保持一定时间。在这个过程中,奥氏体在等温条件下逐渐转变为贝氏体组织。等温时间根据工件的尺寸、形状和性能要求而定,一般在 30 - 180 分钟不等。
组织特征
1. 形态
在 AGI 中,经过等温淬火后形成的贝氏体组织是其主要的强化相。贝氏体的形态可能为上贝氏体或下贝氏体,下贝氏体通常具有更好的综合性能。下贝氏体呈针状或板条状,这种形态结构使其在承受载荷时能够有效地分散应力,提高材料的强度和韧性。
2. 与其他组织的关系
贝氏体组织与灰铸铁中原有的石墨、少量的残余奥氏体等组织共存。石墨在灰铸铁中以片状或蠕虫状存在,在等温淬火过程中,石墨的形态基本不变,但它对材料的性能仍有影响,例如影响材料的应力分布和导热性能等。残余奥氏体的存在量相对较少,它在一定程度上也会影响材料的韧性和加工性能。
AGI 的卓越性能
(一)力学性能
1. 高强度
与传统灰铸铁相比,AGI 的抗拉强度得到显著提升。传统灰铸铁的抗拉强度一般在 100 - 300MPa,而 AGI 通过等温淬火形成的贝氏体组织,使其抗拉强度可达 300 - 600MPa 甚至更高。这种高强度特性使 AGI 能够在一些对结构强度要求较高的应用中发挥重要作用,例如在机械制造领域,能够承受较大的拉伸载荷,为设备的稳定性和可靠性提供保障。
2. 良好的韧性
AGI 的韧性较传统灰铸铁有明显改善。传统灰铸铁脆性较大,而 AGI 中的贝氏体组织使其冲击韧性和断裂韧性都有所提高。这意味着在承受冲击载荷或复杂应力状态下,AGI 不易发生脆性断裂,从而拓宽了灰铸铁的应用范围。在一些需要承受动态载荷或复杂受力环境的场合,如汽车发动机的某些部件,AGI 能够更好地适应工作要求。
3. 硬度与耐磨性
AGI 的硬度相比传统灰铸铁有所增加,硬度范围大致在 200 - 350HB。较高的硬度使其在耐磨性能方面表现出色,适用于一些有耐磨要求的场合。例如在机床制造中,AGI 可用于制造机床的导轨等部件,能够有效抵抗磨损,延长部件的使用寿命,减少设备的维修和更换成本。
(二)热性能
1. 热稳定性
在高温环境下,AGI 具有较好的热稳定性。其贝氏体组织在一定温度范围内能够保持相对稳定,从而维持一定的强度和硬度。这一特性使得 AGI 在一些需要在较高温度下工作的部件,如汽车发动机的某些耐热部件等方面有一定的应用潜力,能够在高温工况下稳定工作,保障设备的正常运行。
AGI 的广泛应用领域
1. 机械制造
在机床制造方面,AGI 可用于制造机床的床身、导轨等部件。床身需要具备一定的强度和良好的减震性能,AGI 的较高强度和适当的韧性能够满足这一要求;导轨则需要良好的耐磨性,AGI 的硬度和耐磨性能使其成为合适的材料。此外,在其他机械设备的结构件制造中,AGI 也可凭借其高强度和良好的韧性,替代一些传统材料,提高设备的整体性能。
2. 汽车工业
汽车发动机的一些小型耐热部件,如某些特定的支架或连接件等,可以采用 AGI。它能够在发动机的高温工作环境下保持一定的性能,并且由于其强度和韧性的改善,能够更好地承受发动机运行过程中的振动和应力。同时,在汽车的制动系统等部件中,AGI 的耐磨性能也可能得到应用,提高制动部件的使用寿命。
3. 农业机械
在农业机械中,如收割机的某些部件,AGI 可以用于制造需要一定强度和耐磨性的零件,如割刀的支撑部件等。由于农业机械的工作环境较为恶劣,AGI 的性能特点能够提高这些部件的使用寿命和可靠性,减少因部件损坏而导致的停机时间,提高农业生产效率。
我公司在 AGI 业务方面的核心优势
(一)先进的生产工艺
1. 灰铁熔炼与铸造的精准控制
我公司在灰铁的熔炼过程中,严格把控原料的选择与配比。我们精心挑选生铁、废钢、回炉料等原料,确保其质量和化学成分符合高标准。在熔炼时,采用先进的熔炼设备,如高效的电炉,能够精确控制熔炼温度(误差控制在 ±10°C 以内),保证铁水的质量稳定。
对于孕育剂和球化剂的添加,我们凭借丰富的经验和精确的计量设备,将硅铁等孕育剂的添加量控制在最佳范围(例如 0.5% - 3%),确保灰铁的石墨化过程得到有效促进,晶粒细化,为后续的等温淬火处理奠定良好的组织基础。在浇注成型环节,我们的工程师精心设计铸型,严格控制浇注温度(1300 - 1400°C)、速度和高度等参数,有效避免了气孔、夹砂等铸造缺陷,保证铸件的尺寸精度和质量。
2. 精准的奥氏体化与等温淬火处理
在奥氏体化阶段,我们将铸造后的灰铸铁件加热到精确的温度范围(800 - 900°C)。通过先进的加热设备,确保加热速度均匀且适宜,既避免组织不均匀,又不增加不必要的生产周期和成本。在保温过程中,根据工件的尺寸和形状(小型简单形状工件保温 30 - 60 分钟,大型或复杂形状工件保温 60 - 120 分钟),精确控制保温时间,保证灰铸铁内部组织完全奥氏体化,合金元素在奥氏体中充分扩散均匀。
奥氏体化后的工件快速转移到等温淬火介质(盐浴或热油)中,我们的转移设备能够在几秒到几十秒内完成转移,确保组织转变的一致性。在 250 - 400°C 的等温淬火温度下,根据工件的具体要求,精确控制等温淬火时间(30 - 180 分钟),使奥氏体准确地转变为贝氏体组织。
(二)严格的质量检测体系
1. 原材料检测
从源头抓起,对每一批进入公司的原材料进行全面检测。我们运用光谱分析仪等先进设备,检测原料的化学成分,确保其符合 AGI 生产的严格要求。同时,对原料的物理性能进行初步评估,如检测生铁的硬度、韧性等基本指标,只有通过严格检测的原材料才会投入生产。
2. 过程监控
在整个生产过程中,设置多个质量监控点。在熔炼过程中,实时监测铁水的温度、化学成分等参数;在铸造环节,检查铸件的外观、尺寸精度和内部缺陷;在奥氏体化和等温淬火过程中,密切关注温度、时间等关键因素的变化。通过这些监控措施,我们能够及时发现并纠正任何可能影响产品质量的问题,确保每一个生产环节都符合高标准。
3. 成品检验
对于生产出的 AGI 成品,我们进行全面的质量检验。通过拉伸试验检测其抗拉强度(确保达到 300 - 600MPa 甚至更高)、硬度测试(硬度范围 200 - 350HB)、冲击试验评估其韧性等力学性能指标。同时,进行金相分析,检查贝氏体组织的形态、含量以及与其他组织(如石墨、残余奥氏体)的关系,确保成品的组织和性能符合或超越行业标准。
(三)专业的研发与服务团队
1. 研发团队
我公司拥有一支由材料专家、热处理工程师等组成的专业研发团队。他们不断探索 AGI 的性能优化和新应用领域开发。通过深入研究 AGI 的微观结构与宏观性能之间的关系,开展大量的实验和模拟分析,研发团队能够根据市场需求和客户的特殊要求,对 AGI 的生产工艺进行创新和改进,开发出具有更高性能、更广泛适用性的 AGI 产品。
2. 服务团队
我们的服务团队致力于为客户提供全方位的服务。无论是产品咨询、技术支持还是售后服务,我们都能及时响应客户的需求。服务团队能够根据客户的具体应用场景,为客户提供定制化的解决方案,包括产品的选型、加工建议以及使用过程中的注意事项等,确保客户能够充分发挥 AGI 产品的优势。
我公司凭借在等温淬火灰铁(AGI)业务方面的诸多优势,竭诚为各行业客户提供优质的 AGI 产品以及专业的技术支持和服务。我们期待与您携手合作,共同探索 AGI 在更多领域的应用潜力,为您的业务发展和工业创新注入新的动力。